2023-08-11
在纺织行业,色差是评定纺织品质量的一项重要的指标,想要准确的对纺织品的色差进行定量的描述,就需要通过色差公式对纺织品的色差进行量化。那么,纺织色差公式有哪些?纺织色差公式有什么具体的应用?本文对纺织色差公式及纺织色差公式的作用进行了介绍。

由于行业不同,明度差、饱和度差、色调差对总色差的影响是不完全相同的。因此人们提出的两色之间差异的公式(称为色差式)不下几十种。下面所述色差式为目前纺织行业常见的色差公式。
1.CIELAB色差式
1976年由CIE推荐的均匀色空间,是由三维直角坐标L*、a*、b*表示的,由下式表示:
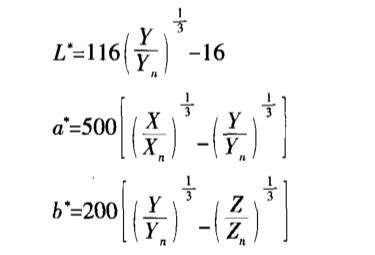
以上各式适合于Y/Yn、X/Xn、Z/Zn大于0.008856的情况。
式中:
L*、a*、b*——三维直角坐标系统的坐标值;
X、Y、Z——XYZ表色系统的三刺激值;
Xn、Xn、Zn——完全漫反射面的三刺激值。
L*a*b*颜色空间是由1个明度因数L和2个色度因数a*、b*组成的,L从0到100,a*从红色变化到绿色,b*从黄色变化到蓝色,它们的值在-120-120之间。
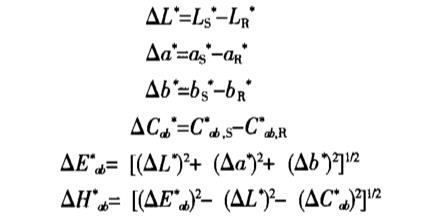
在L*a*b*表色系统中,以坐标L*、a*、b*之差△L*、△a*、△b*来表示2种刺激之间的色差△E*ab,表示它们在该空间两点之间的距离,计算式如下:

式中:
ΔL*——明度差;
△a*——红绿色品差(a*轴为红绿轴);
△b*——黄蓝色品差(b*轴为黄蓝轴)。
饱和度和色调的近似相互关系由下式计算:
CIE1976a、b饱和度:C*ab=(a2+b2)1/2
CIE1976a、b色调角:h*ab=arctan(b/a)
CIE1976a、b色调差:ΔH*ab=[(ΔE*ab)2-(ΔL*)2-(ΔC*ab)2]1/2
两种样品间的色差可通过将它们的坐标在CIELAB 图上来定量化,在作色差图时,通常要忽略掉L轴。颜色可由它们的红度/绿度、黄度/蓝度,或由它们的色调和饱和度来描述。
色调差ΔH*ab的严格定义取决于色差相对的几何平均位置。因为这一样品的颜色通常与标准样品相近,因此一般使用标准的曲线。
总之,要描述2个样品之间的色差,方法有很多,例如:△L*、△a*、△b*、△C*ab、△h*ab、△H*ab和△E*ab。对于中性色和黑色、白色或灰色样品,一般推荐使用△L*、△a*和△b*。对于彩色样品,一般推荐△L*、△C*ab、△H*ab。由于△h*ab具有极坐标特性一般不推荐使用。如果对测色质量和总色差极限有更多了解之后,也可推荐使用△E*ab。
2.CMC(l:c)色差式
1995年ISO105-J03提出有关纺织品色差计算公式,当计算2块试样间的色差时,采用英联邦染色师与配色师颜色测量委员会(CMC)提出的CMC(l:c)色差式进行比较。此色差式是在对CIELAB(L*a*b*)色差式修正的基础上建立起来的,它提供一个△ECMC值,以表明在更接近均匀色空间中试样与标样间的色差。
首先,用下列公式计算CIELAB色差△L*、△a*、△b*、△C*ab、△E*ab、△H*ab,下标R和S分别为标样和试样的CIELAB值:
CMC色差△ECMC(l:c)可由下列公式获得:
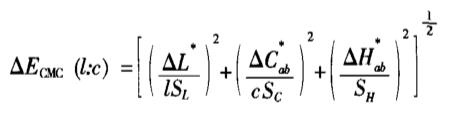
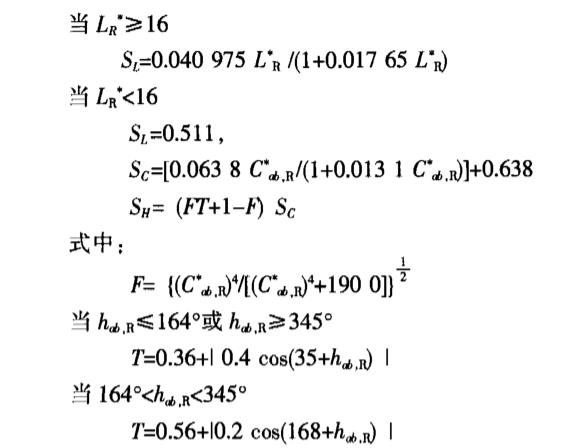
色差计算公式中的△L*、△C*、△H*是由CIELAB色差公式计算得到的样品与标样之间的明度差、饱和度差、色调差。色差公式中的l、c为调节明度和饱和度相对宽容量的两个系数。对于一般可观察性样品评价时,取l=c=1;而对于色差可接受性样品评价时,则取l=2,c=1。前者公式表示为CMC(1:1),后者公式表示为CMC(2:1)。总色差用△ECMC(1:1)或△ECMC(2:1)表示。
GB/T8424.3-2001《纺织品 色牢度试验 色差的计算》采用了CMC(l:c)色差公式。
色差公式在织物评价中最重要的应用便是结合测配色系统达到颜色品质评估及控制的目的,色差公式用于量化样品间颜色的差异变化。通常,这样的工作都是由有经验的配色师操作,但是为了减少劳动力的消耗,节约时间,同时为使之更为客观和精确,会应用色差公式结合测配色系统加入到测色仪器的方法,即仪器化的测色方法代替目视评估。一些典型的颜色品质控制的任务包括:1)颜色差异量化及设定色差的宽容度以做出合格/不合格的决定;2)评估样品的色牢度;3)预测一对样品间的同色异谱效应。
1.颜色差异量化及容差设置
在工业生产颜色品质评估中,以量化的色差来表示样品颜色间的差异比用肉眼对比的方式更为准确。同时,量化的数据更方便传输和管理。在相同色区的颜色比较色差时,色差公式与采用目视法测色差具有很好的一致性;而在不同色区的颜色比较色差时,由于颜色空间的不均匀性及人眼对不同色区或不同明度的敏感度不同,采用色差公式与目视法测色差的一致性不佳,但随着色差公式的发展,色差公式对应的颜色空间的均匀性不断增加,以CMC(kl:kc)为例,就已改善了两者间的一致性,在实际生产中的应用也日益广泛,而CIEDE2000的颜色空间均匀性则比CMC(kl:kc)更佳。
成功的颜色品质控制很大程度上依靠于一个可靠的色差公式。此外,也需要设立容忍度的量级,用于判断一批产品在容忍度之内(合格)或在容忍度之外(不合格)。容忍度即是实际生产的产品的颜色对于标准样品所能容忍的色度偏差。制定色差容忍度需根据买卖双方的个人要求,综合考虑可觉色差、控制色差的成本等因素,一般采用CIEL*a*b*颜色空间,或可加上明度、色调、饱和度用图解的方式制定色差容忍度,用于评价织物颜色是否合格,达到颜色品质控制的目的。
2.纺织品色牢度评估
织物颜色牢度是指有色的织物的颜色经受不同方式的处理(如光照、水洗等)而颜色不变的能力。色牢度的评级传统上采用目视评级的方式,而目视评级由于其自身的缺点,不如基于色差公式的仪器评级,后者能克服人为因素所带来的种种误差。
对色牢度仪器评级一般是用仪器测定原织物及经过处理织物样品的相关色度值,再用公式转化为相应的灰卡级数。
3.纺织品同色异谱检测
色差公式的另一个应用便是预测样品间同色异谱的程度。国际照明标准词汇把同色异谱定义为:一对光谱不同的颜色在某一观测条件下拥有相同的三刺激值。有几个因素会影响同色异谱效应:照明体,观测者,几何条件等。
在很多情况下,在织物印染行业中,使用理想的一系列着色剂来获得光谱匹配的颜色是不可能,故只能配出同色异谱色,同时需降低两样品间的同色异谱程度(同色异谱程度越低,在不同条件下,颜色差异便变化越小),使配出的颜色同标准样品之间的色差几乎不受条件改变的影响。同色异谱程度可用同色异谱指数表示。根据国家标准 GB/T 7771—2008《特殊同色异谱指数的测定 改变照明体》计算同色异谱指数来评定织物的同色异谱程度。

60°光泽度仪什么优势?如何选购60°光泽度仪?
2025-04-02

色差仪SCE模式什么意思?SCE模式有何作用?
2025-03-28

多角度色差仪不同测量角度有什么作用?
2025-03-26

三恩时单角度光泽度仪有哪些型号?有何优势?
2025-03-21
扫描二维码分享到微信