2021-09-07
色差是纺织面料常见的一种瑕疵,为了解决纺织面料色差的问题,就需要对纺织面料色差产生的原因进行分析,根据色差产生的原因,提供合理有效的管控方法。本文介绍了纺织面料色差产生的原因及纺织面料色差管控的方法。

纺织面料色差产生的原因:
常见的纺织品色差主要有同批色差和同匹色差。同批色差指的是同一批次产品的颜色差异,每一批次匹与匹、件与件、缸与缸、箱与箱之间的色差。而同匹色差是指同一批布表面色泽不均匀产生的色差,左、中、右色差、前后色差。出现各种纺织色差的原因主要有以下几点:
1.织物原料因素
不同纺织品选用的纤维原料是有区别的,即使是相同的染料以及着色工艺,由于纤维性能不同,对染料的吸收程度差异,就会导致纺织面料的色差。
2.染料因素
不同染料的配比以及染液浓度不均匀,都会导致织物着色程度上的差异,如果织物各个部位染料分布不均,固色后必然会形成色差。
3.染色条件及环境变化因素
在纺织品染色过程中,需要经过多道工序,由于机械结构原因或者操作不当,导致着色条件改变(如温度变化、烘燥速率、轧辊压力不匀、加入染化料不匀),都会导致纺织面料出现色差。
4.色光发生变异
这种差异不是由于织物上染料分布不均匀造成的,而是由于某些原因引起织物上的部分染料的色光发生变化。
纺织面料色差检测:
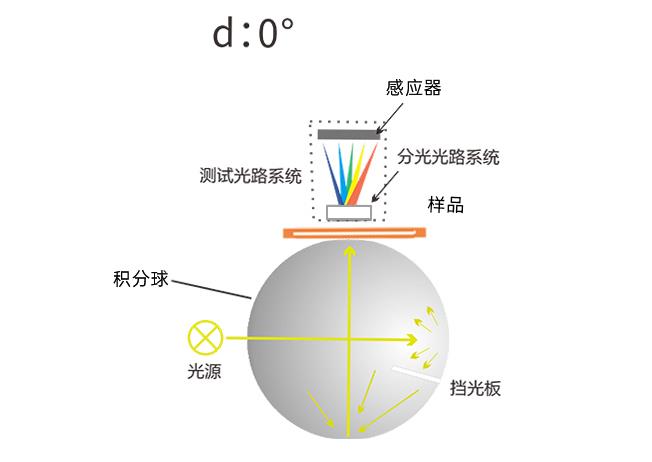
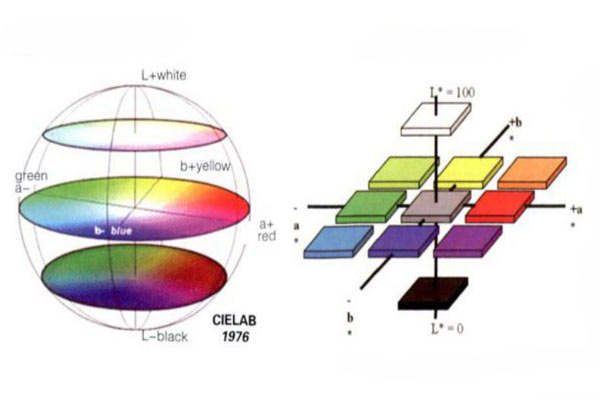
纺织面料色差的检测方法一般有目视法和仪器检测法两种。目视检测法由于受到光源环境、观察角度和观察者主观心理因素等的影响,容易使评定结果存在差异。随着科技的不断发展,现在各类色差检定仪器也日益发展,可以有效的帮助企业实现色差管控。色差仪可以准确的评定两件产品的色差程度,它通过自动比较样板和被检品之间的颜色差异,然后输出CIE-LAB三组数据与比色后的ΔE ,ΔL, Δa, Δb四组色差数据。
其应用的原理就是通过积分测量样品的三刺激值xyz,然后在计算出样品的色品坐标等参数。通常用滤光片覆盖在探测器上,把探测器的相对光谱灵敏度S(λ)修正成CIE推荐的光谱三刺激值x(λ)、y(λ)、z(λ)。用这样的三个光探测器接收光刺激时,就能用一次积分测量出样品的三刺激值X、Y、Z。滤光片需满足卢瑟条件,以精确匹配光探测器。
纺织面料色差管控方法:
为了保证纺织品色差在合理的范围内,我们就需要对染色工序各个环节的色差问题进行检定分析。
1、备料
一个颜色,无论批量大小,首先要求是同一批次、色光、浓度相同的染料。否则染色时要重新调整配方,试样后再投产。严格管控纺织原料的颜色差异,是控制纺织品色差的第一步。
2、试样
严格按照配方的剂量,以及操作工序制备纺织品试样。试样时的工艺技术条件(包括压力、车速、温度、浓度)必须与正常生产相同,这样通过检定试样的色差情况,从而避免因为大批量生产色差问题带来的损失。
3、监控
虽然通过试样可以在一定程度上,检定出配方上的色差,然而在实际的生产过程中,由于不同批次生产工艺很难做到完全一致,它会受到人工、设备等各种因素的影响,因此大批量生产时还是会出现一定的色差,因此就需要专业的颜色检定设备,如使用色差仪对生产的产品进行抽样检查,若出现明显的色差问题,就需要及时的查找色差出现的原因,严格把关纺织品色差。
色差仪设计中几种常见的测色角度你都知道吗?
2024-11-06

色差仪CIELUV、CIELAB颜色空间及其色差公式
2024-11-01

密度计在印刷品颜色测量中有何具体作用?
2024-10-30
色差仪CIEL*a*b*和CIEL*u*v*测色系统的含义
2024-10-25
扫描二维码分享到微信